
TM 5-3820-233-35/2
(6) Secure bearing cap (191) to the bearing
block (185) with capscrews (183) and oiler screw (181).
Push this partial assembly towards the hub of the spider.
Note
The movable and stationary roll
(7) Heat bearing cones (186 and 187) for
approximately 20 minutes in oil at 279 .
F
shaft
bearing
assemblies
are
disassembled and assembled in the
(8) Install bearing cone (187) onto shaft and
same manner.
The movable roll
into bearing block with the large outside diameter
towards end of shaft. Slide bearing cone firmly against
shaft
bearing
reassembly
is
bearing ring (189).
discussed in the following steps.
(9) Install the other bearing cone (186) onto
shaft and into bearing housing with the small outside
(1) Install oil seal (190) into bearing cap
diameter towards end of shaft.
(191). Be sure knife edge of seal is turned towards the
spider.
(10) Install and slide bearing cup (179) firmly
against bearing cone (186).
(2) Install the assembled oil seal and be aring
cap onto the shaft.
(11) Install bearing cap (174). Install three
capscrews (173) equally spaced around bearing cap.
(3) Install bearing ring (189) into position
Tighten capscrews until bearing cup (179) makes a
against the "step-up" on the shaft with the outer beveled
positive fit against bearing cone (186).
edge toward end of shaft.
(12) Check the clearance between bearing
(4) Assemble bearing cup (188) into bearing
block and bearing cap with a feeler, gauge to determine
block (185).
the shim thickness required.
(5) Install the bearing block (185) with
(13) Remove the bearing cap (174).
assembled cup (188) onto the shaft.
(14) Select a combination of shims to total the
determined thickness (step 11). Add 0.005 inch to 0.007
inch additional shims (176, 177 and 178).
Note
The correct amount of shim
thickness will be indicated when a
slight up and down movement
occurs while raising and lowering
the bearing block.
(15) Assemble oil seal (175) into bearing cap
(174) with the knife edge of seal towards the bearings.
(16) Assemble the bearing cap (174) and oil
seal (175) assembly to bearing block (185) with
capscrews (173). Install lock wire (172) through holes in
heads of capscrews (173).
(17) Assemble
the
remaining
bearing
assembly (192 through 214) in the similar manner
previously discussed (steps 1 through 16).
(18) The assembly of the movable and
stationary roll shaft and bearing assemblies, complete
with roll shells, to the crusher will be discussed in the
following instructions.
m. Slide Bar Reassembly.
(1) Install new slide bars.
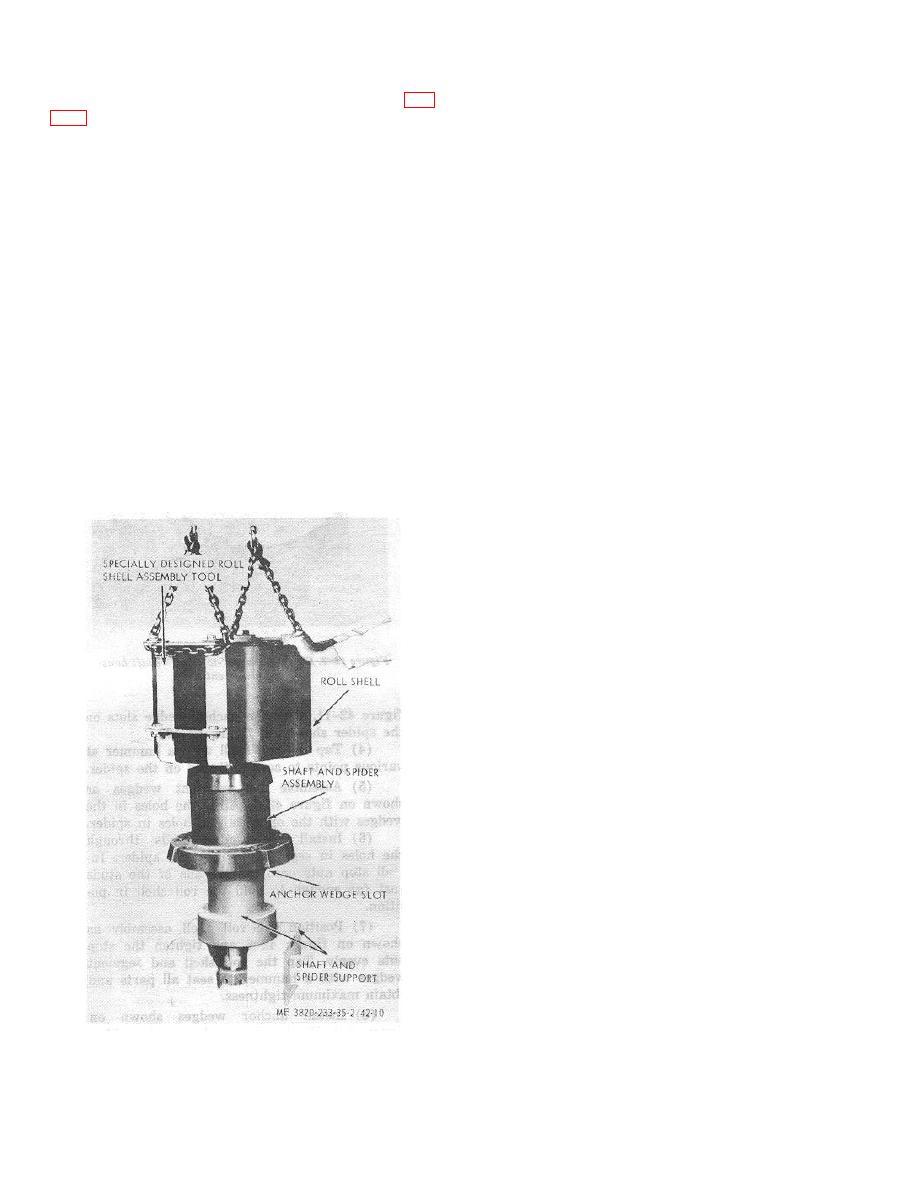
Figure 42-10. Roll shell assembly.
4-50

