
TM 5-3820-233-35/2
0.0077 to 0.0115 inch, depending on
(11) Remove the spur gear and pinion from
size of crusher. The second hole
gear or fixed side of ionntershaft.
from position "O" will increase or
(12) Tighten bearing assembly (232, 233, 234
decrease the distance between spur
and 238) on fixed side of countershaft in the same
and pinion gear from 0.014 to 0.021
manner as discussed in steps 8 through 10 above.
inch depending on crusher size.
(13) Install bearing spacer (231) until it
The third and fourth position from
shoulders against the outer race of bearing (234).
"O" will further increase or decrease
(14) Install grease seals (227 and 241) into
distance to obtain desired gear
countershaft caps (230 and 244) with the knife edge of
clearances.
seal positioned towards the back side of countershaft
Note
cap.
The "O" stamping described in the
(15) Install countershaft caps with grease seals
preceding paragraph is merely a
to the bearing adapters.
marking to locate the central
Note
position of adapter to countershaft
Exercise care installing countershaft
housing.
The other match mark
caps with grease seals over end of
which is a chiseled "X" is the original
countershaft.
setting by the factory to stain the
(16) Insert lock wire (228 and 212) through
correct clearance.
heads of countershaft cap mounting capscrews (229 and
(a) Remove the capscrews which
243).
secure the bearing adapters to the countershaft housing.
(17) Grease inner surface of rubber slingers
(b) Turn the bearing adapters until
(226 and 240) and slide onto countershaft to within 1/32
desired clearance (step 18e) is obtained between the
inch of grease seals (227 and 241). Stinger and seal
gears.
SHOULD NOT touch as one is stationary and the other
Note
rotates with the countershaft.
If the clearance and backlash
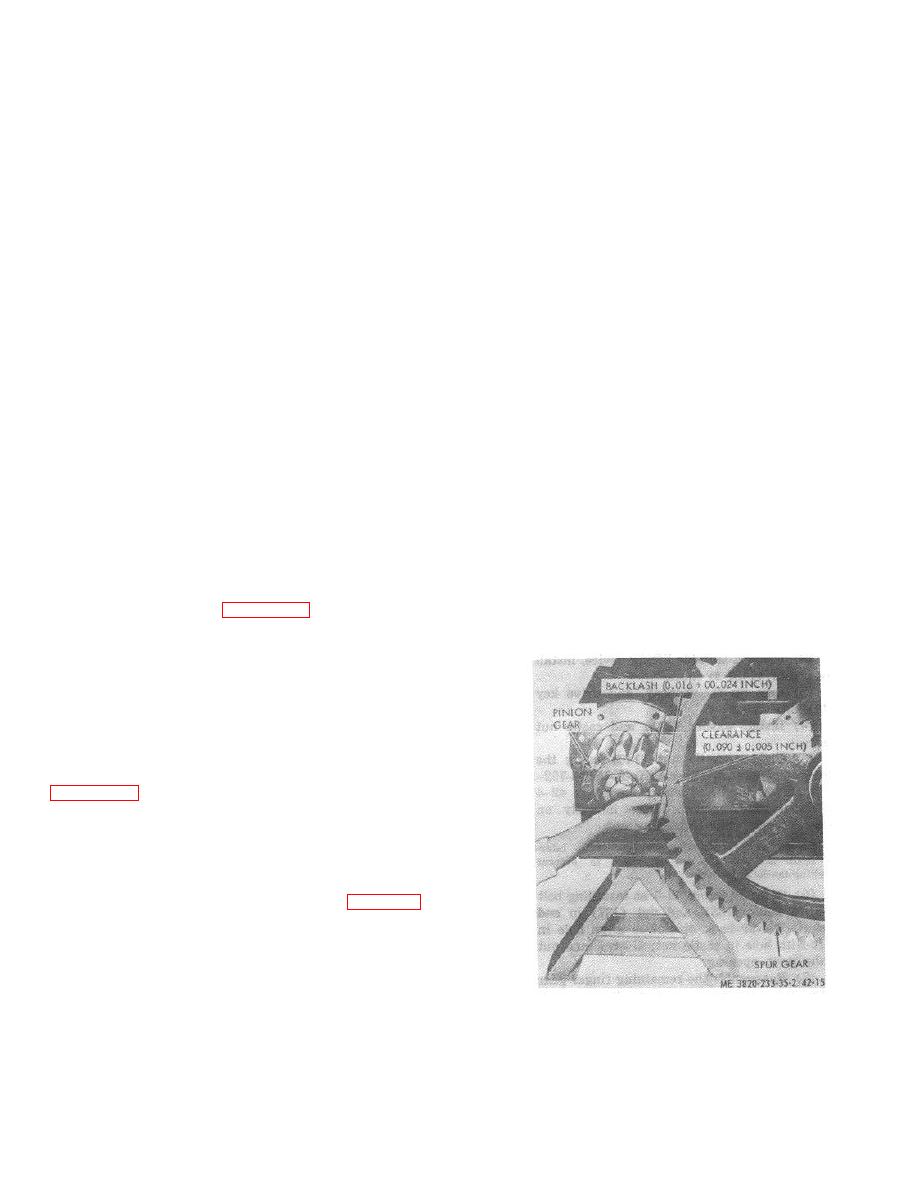
(18) Measure clearance between spur and
measurements cannot be held due
pinion gear.
to worn
gears, set the clearance
(a) Temporarily install the spur and
dimension correctly and let the
pinion gears as shown on figure 42-12.
backlash he the incorrect value.
they have reached maximum contact with one another.
(c) Mark the point of maximum contact.
The proper clearance between the spur gear and the
pinion gear is determined at the bottom of teeth on spur
gear and the mating pinion gear tooth crown.
(d) Slide feeler gauge between the
bottom teeth of spur gear and top of teeth of pinion gear
on both the inner and outer side of gears as shown on
(e) The proper clearance is 0.090
0.00) inch. The correct backlash is 0.016 to 0.024 inch.
If the clearance measurement taken is not within the
limits specified, it will be necessary to adjust the bearing
adapters.
(19) Bearing Adapter Adjustment. (fig. 42-16).
Note
At "O" stamping on the bearing
adapter anal countershaft housing
it is possible to increase or decrease
four different positions from this
point to change the distance
Figure 42-15. Measuring gear clearance and
between "X" (spur and pinion gear).
backlash.
The first hole on either side of
position "O" on bearing adapter will
increase or decrease the distance
between spur and pinion gear from
4-53
