
TM 5-3820-233-35/2
(7) Center
countershaft
in
housing.
Temporarily install pinion and spur gears on shafts for
alinement as shown on figure 42-12.
Note
The pinion gear is approximately 1/4
inch larger across the face than the
spur gear, permitting a little flexibility
of countershaft location and still
maintaining
100
percent
gear
contact.
(8) Tighten lock nut (245) with wrench
(Special Tool-45500-752-404) as shown on figure 42-13.
There should be no contact between sleeve (248, fig.
housing approximately 1/8 inch.
Allow 1/4 inch
clearance from face of housing to sleeve.
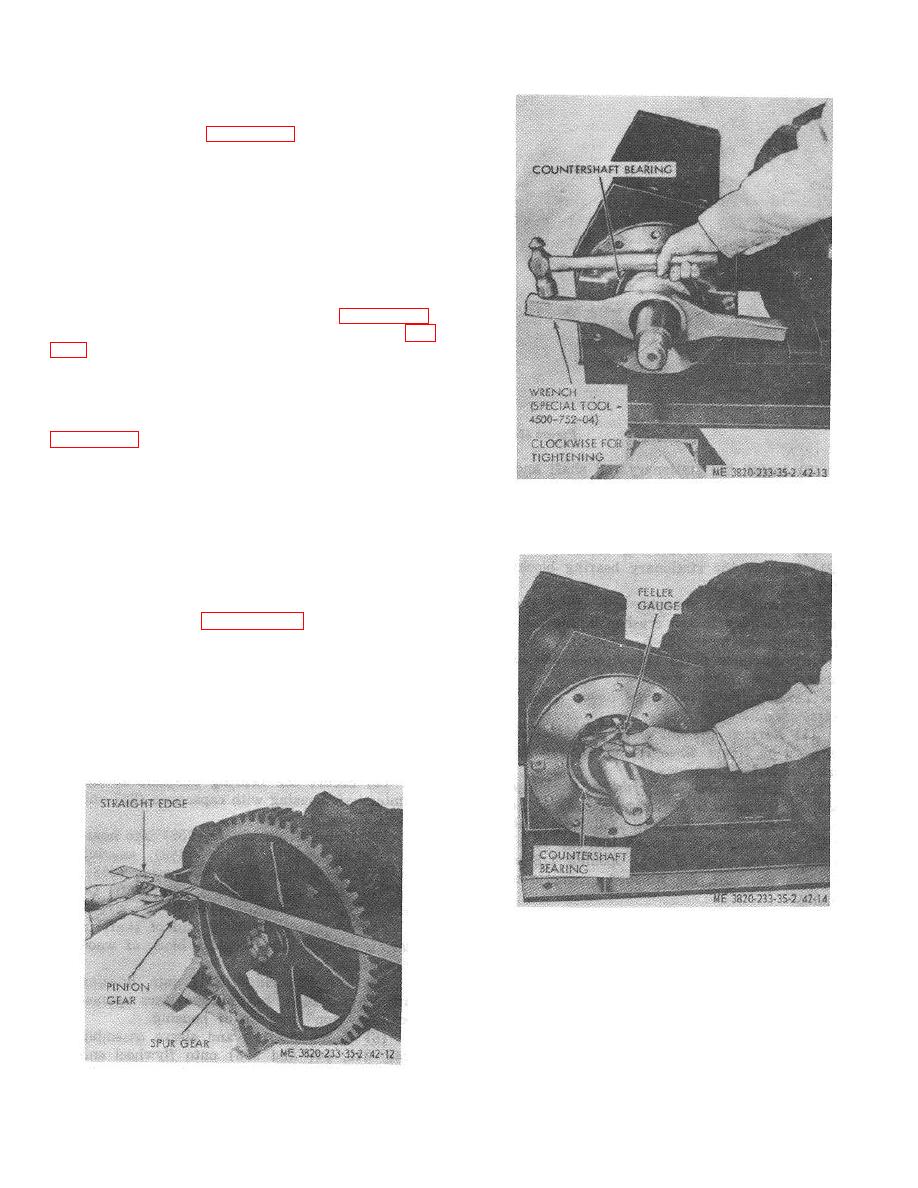
(9) Measure the radial clearance between the
outer race of the bearing and the rollers as shown on
Note.
If the minimum 0.003 inch clearance
cannot be obtained tighten lock until
Figure 42-13. Loosening countershaft bearing.
no further takeup is noted. Over
tightening of the lock nut will stretch
the nut or sleeve threads.
The
bearing assembly must be tight to
keep sleeve from rotating on the
countershaft.
The
clearances
indicated on figure 42-14 are based
on one-half of the unmounted
hearing clearance.
(10) After the lock nut has been properly
tightened, turn the lock nut until one of the prongs on
lockwasher (246) lines up with a slot on the lock nut.
Bend prong in slot with drift pin or punch.
Figure 42-14. Measuring bearing clearance.
Figure 42-12. Spur and pinion gear alinement.
4-52
